
Estes AWS seeks to deliver high-quality and secure weapon storage solutions that help protect law enforcement and communities. It is our mission to design and build the best. Each AWS product is fabricated with careful attention to detail, ensuring that each officer receives superior quality. Our products provide peace of mind, knowing your weapons and equipment are safe and secure, yet easily accessible. If you’ve ever wondered how we ensure the highest possible standards for Estes AWS products, then you’ve come to the right place. We want to give you a behind-the-scenes look at the manufacturing and assembly processes for an AWS Rapid Access Weapon Locker. You’ll see the machines and processes we utilize to bring you high-quality AWS products. From laser cutting part blanks to assembling drawer faces, here’s your chance to see it all!
Manufacturing and Assembly Processes
Designing & Prototyping
The process starts with our expert team of engineers and CAD designers. They begin by developing a project plan with all the necessary design criteria and specifications. They then work up 3D prototype models and drawings for the prototype team to then fabricate the new product. Design tweaks and product enhancements are made as necessary after product testing on the prototype is completed. The product is now ready to enter full production.
Cutting
Once the initial design work for the locker is completed, manufacturing work can begin. These processes take place at the manufacturing facility of our sister company Estes Design and Manufacturing, a full-service, ISO 9001-certified sheet metal shop. The locker starts at a laser cutting machine where part blanks are cut from large metal sheets. Once all the necessary components for the locker are cut, part blanks can then be formed and bent into their specified shapes.
**Video shows Salvagnini CNC L5 Laser Cutting System cutting component parts for a Rapid Access Weapon Locker drawer face.
Forming
The forming stage is where the locker starts to come to life! All individual components are formed at panel benders and press brakes and are bent into their desired shape. With our state-of-the-art equipment, we are able to form complex bend sequences easily, and we can run a wide range of material types and thicknesses through our machines. Our press brakes and panel benders offer a vast array of capabilities which we utilize to produce top-of-the-line products.
 **Pictured: Press brake operator forming a locker shell and drawer face at an Amada HG 1003 ATC Press Brake.
**Pictured: Press brake operator forming a locker shell and drawer face at an Amada HG 1003 ATC Press Brake.
Inspecting
After the cutting and forming stages have been completed, quality inspections are performed on all component parts to ensure dimensions and tolerances are within specifications. Inspection criteria is listed on the inspection documentation that accompanies all locker components throughout the shop floor. All critical dimensions and angles are thoroughly inspected and fit checks are performed when necessary. Once parts pass all the necessary inspection criteria, they are ready to be powder coated.
 **Pictured: Quality inspector inspecting a locker shroud, ensuring that the linear dimension from the hole to the bend line is within +/-.015” tolerance.
**Pictured: Quality inspector inspecting a locker shroud, ensuring that the linear dimension from the hole to the bend line is within +/-.015” tolerance.
Powder Coating
All of the locker components are powder coated by our local supplier – Commercial Finishing Corporation. Once at the powder coater’s facility, parts are put through a wash cycle and then sprayed with a rugged black textured powder; the final step is sending the sprayed parts through the oven to bake on the powder. The result is a high-quality and extremely durable finish that will withstand the test of time.
**Video shows locker shells being sprayed with a black textured powder and finished lockers coming out of the oven.
Assembly
Now that all the locker components have been cut, formed, inspected, and painted, they are finally ready to be assembled. All of our lockers are hand-built in our Indianapolis factory, and the assembly process is completed in several steps.
- Carpet/Strap assembly: The interior floor of the weapon drawer is covered in a durable carpet covering designed for sound deadening and protection of your weapon’s finish. The carpet is backed by a strong adhesive that makes it almost impossible to remove from the bottom of the drawer once installed. There are slots cut into the carpet that allow for the installation of Velcro straps to secure your weapons.
- Electrical assembly: The electrical assembly is one of the most important aspects of the automated weapon locker. Actuators are wired together to create an assembly that pulls with enough force to release the rotary latches, enabling the drawer to open. The actuators are inspected closely and cycle tested prior to every drawer face assembly to ensure issue-free operation.
- Drawer Face assembly: The drawer face assembly contains components that are critical to the locker’s functionality and security. The lock, latch wires, and electrical assembly are installed, and the rotary latches are bolted in. The entire assembly is inspected closely to catch any binding or potential interference that could cause the latches to malfunction. Finally, the lock is cycle tested with a key, and the electrical assembly is actuated to ensure all components are functioning properly.
- Drawer assembly into Shroud assembly: The drawer assembly is placed into the locker shell and held there by connecting the drawer slide halves to the main drawer slide sections. A drawer stop is riveted to the bottom of the drawer to take the pressure off the gas spring. The wires for the electrical assembly are routed out the back of the locker and the complete locker is cycle tested to catch any potential issues and to ensure functionality of all aspects of the locker before it is shipped.
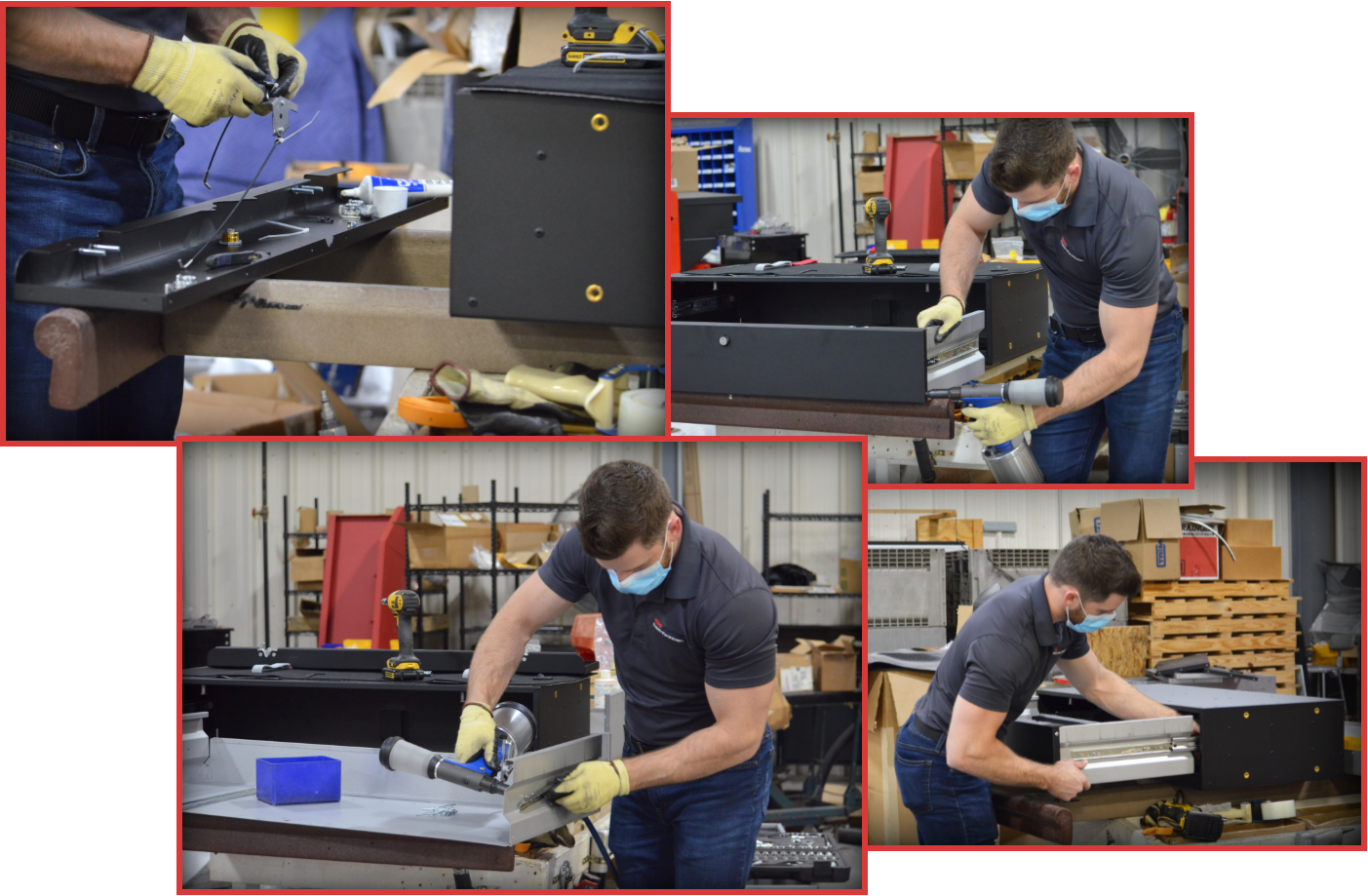 **Pictured: Assembly worker adding rotary latch components to drawer face and installing the drawer inside the locker shell.
**Pictured: Assembly worker adding rotary latch components to drawer face and installing the drawer inside the locker shell.
Learn more about Estes AWS Rapid Access Weapon Lockers’ features and benefits or watch videos of the lockers in action.





